
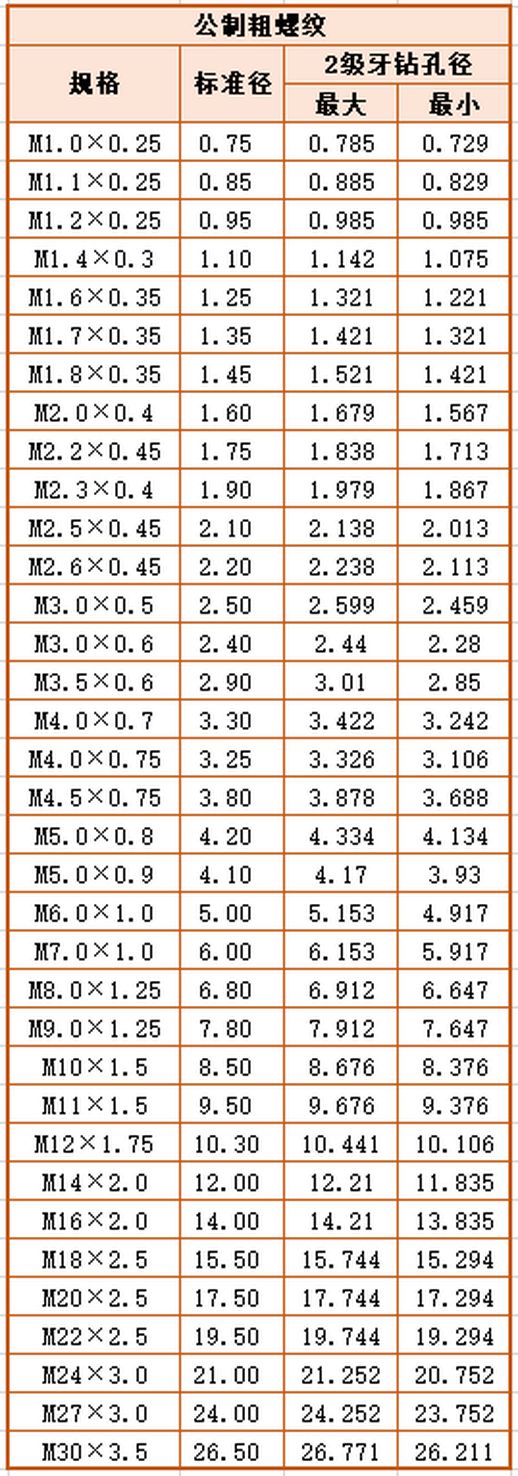
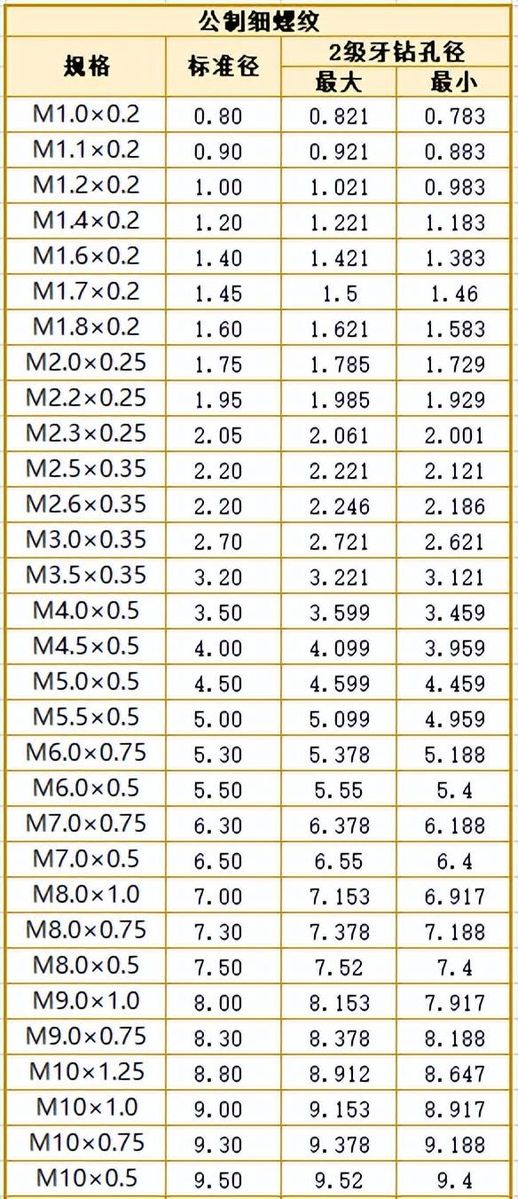
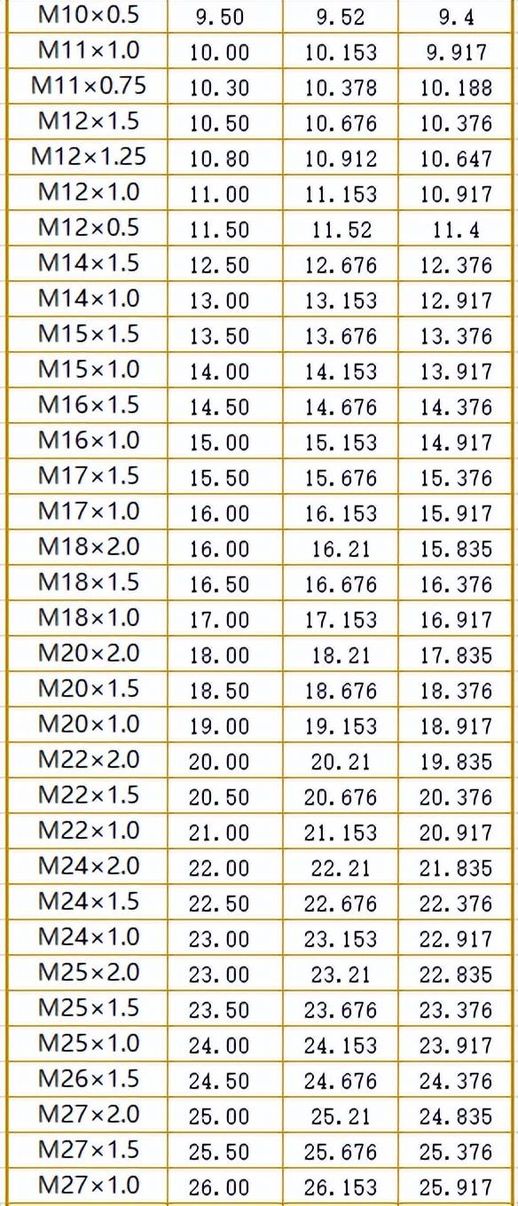
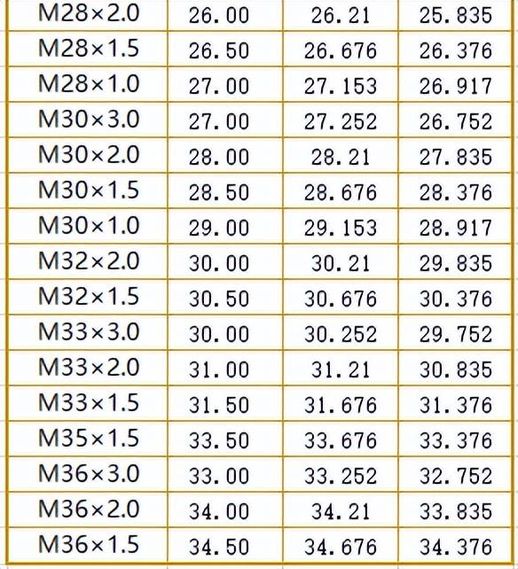
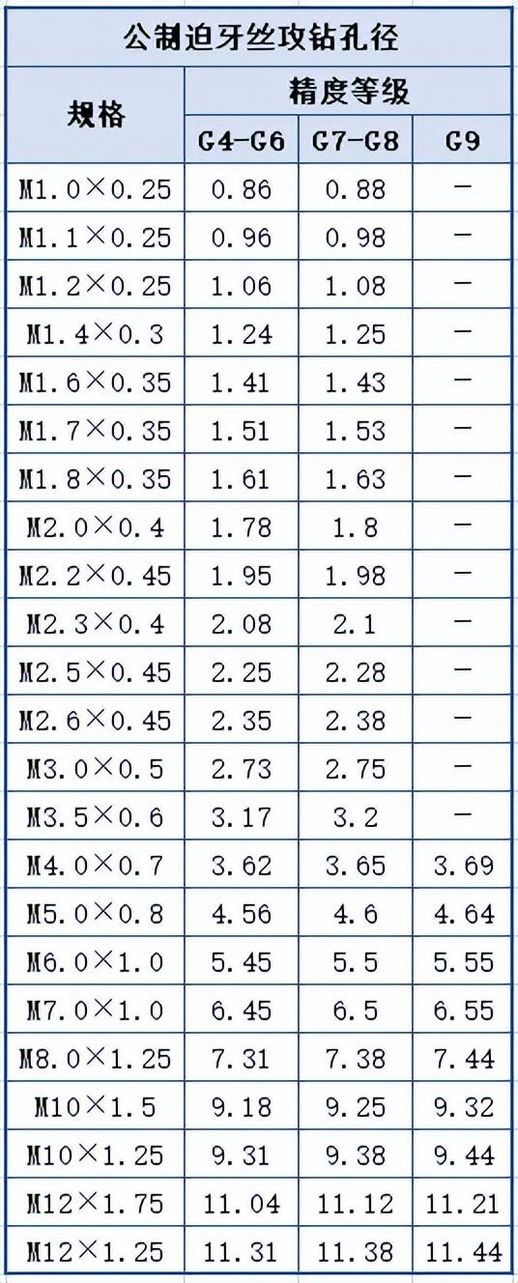
挤压丝锥底孔对照表 挤压丝锥参数表
英制圆柱管螺纹(55°)加工信息表
小径计算公式:d1=d-1.2807t
英制锥管螺纹(55°)加工信息表
小径计算公式:d1=d-1.2807t
注意:在进行螺纹孔加工时,底孔尺寸需使用专用尺寸。
深度尺寸同样应依据孔深度尺寸进行加工,通常规定为螺距的15倍。
布锥管螺纹(60°)加工信息
小径计算公式:d1=d-1.6t
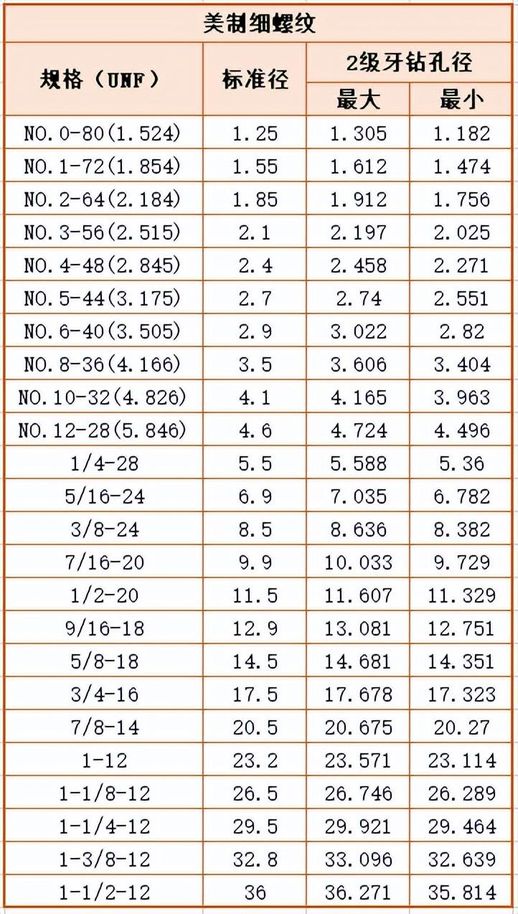
美制螺纹(UNC、UNF)参数表(60°)
小径计算公式:d1=d-1.082532t
注意:in为英寸符号,换算关系为一英寸等于25.4毫米。
底孔尺寸必须根据螺纹孔加工时的专用尺寸进行调整。
深度尺寸亦应依照光孔深度尺寸的要求来确定,通常也是15倍螺距。
惠氏螺纹(BSW、BSF)参数表(55°)
小径计算公式:d1=d-1.280655t
注意:in为英寸符号,换算关系为一英寸等于25.4毫米。
底孔尺寸应遵循加工螺纹孔时的专用尺寸标准。
深度尺寸必须依照光孔深度尺寸的规定来进行,通常也是15倍螺距。
惠氏螺纹通常用于紧固件,其公称直径即为螺纹的大径。
关于普通螺纹攻丝时,前底孔所需钻头的直径可参考以下信息:
非密封管螺纹攻丝前钻底孔的钻头直径
在进行英制锥管螺纹及锥螺纹攻丝前,需要了解相应的钻头直径要求。
螺纹底孔明细
英制平行管用螺纹(G、PF)
在现代机械加工中,了解螺纹的加工参数至关重要。这些参数不仅影响到螺纹的紧固效果,也关系到整个设备的安全与性能。无论是英制、米制,还是其他标准螺纹,精确的尺寸计算和合理的加工工艺都是必不可少的。适当的底孔和深度设计能够确保最终产品的质量和可靠性。
对于从事相关行业的技术人员来说,熟悉这些螺纹参数的变化及其对应的加工方法,有助于在实际操作中提高效率,减少错误率。未来,随着技术的不断进步,这些加工信息也可能会不断更新,但基础知识和精确计算的原则将始终是行业的重要基石。
