
q345b是什么材料
Q345钢材等级的区别
材料简介
等级分类
Q345钢材按冲击温度分为以下等级:
- Q345A:不作冲击
- Q345B:20度常温冲击
- Q345C:0度冲击
- Q345D:-20度冲击
- Q345E:-40度冲击
性能对比
不同等级的Q345钢材冲击温度不同,导致冲击数值也不同。具体如下:
化学成分
不同等级的Q345钢材化学成分略有差异:
- Q345A:碳≤0.20%,锰≤1.7%,硅≤0.55%,磷≤0.045%,硫≤0.045%,钒0.02~0.15%
- Q345B:碳≤0.20%,锰≤1.7%,硅≤0.55%,磷≤0.040%,硫≤0.040%,钒0.02~0.15%
- Q345C:碳≤0.20%,锰≤1.7%,硅≤0.55%,磷≤0.035%,硫≤0.035%,钒0.02~0.15%,铝≥0.015%
- Q345D:碳≤0.20%,锰≤1.7%,硅≤0.55%,磷≤0.030%,硫≤0.030%,钒0.02~0.15%,铝≥0.015%
- Q345E:碳≤0.20%,锰≤1.7%,硅≤0.55%,磷≤0.025%,硫≤0.025%,钒0.02~0.15%,铝≥0.015%
性能优势
与16Mn钢相比,Q345钢具有以下优势:
- 综合机械性能优异,特别是低温性能
- 增加了V、Ti、Nb等微量合金元素,提高了韧性
- 许用应力略高于16Mn钢
- 钢板厚度可以做得更大
产品系列
Q345D钢材与Q345A、B、C钢相比,具有以下特点:
- 低温冲击功试验温度低,性能更好
- 有害物资P、S含量更低
- 市场价格更高
Q345 钢焊接工艺规范
1. 焊接材料
- 由于 Q345 钢存在较大的冷裂纹倾向,因此应采用低氢型的焊接材料。
- 遵循母材强度原则,选用 E5015 (J507)型电焊条。
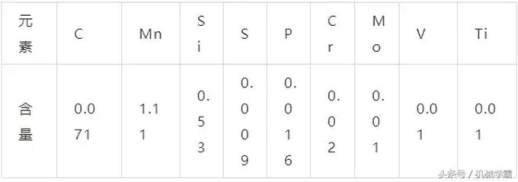
2. 化学成分
- 见下表(%):
3. 力学性能
- 见下表:
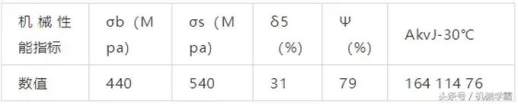
- (抗拉强度应大于屈服强度)
4. 坡口形式
- 根据图纸和设备供货商的要求确定。
5. 焊接方法
- 采用手工电弧焊(D)。
6. 焊接电流
- 为了避免焊缝组织粗大,导致冲击韧性下降,必须采用小规范焊接。
- 具体措施包括:选用小直径焊条、窄焊道、薄焊层以及多层多道的焊接工艺(焊接顺序如图一所示)。
- 焊道的宽度不大于焊条直径的 3 倍,焊层厚度不大于 5mm。
- 第一层至第三层采用 Ф3.2 电焊条,焊接电流为 100-130A;
- 第四层至第六层采用 Ф4.0 电焊条,焊接电流为 120-180A。
7. 预热温度
- 由于 Q345 钢的 Ceq>0.45%,在焊接前应进行预热。
- 预热温度 T0=100-150℃,层间温度 Ti≤400℃。
8. 焊后热处理参数
- 为了降低焊接残余应力,减小焊缝中的氢含量,改善焊缝的组织和性能,在焊后应进行热处理。
- 热处理温度:600-640℃,恒温时间:板厚 40mm 时为 2 小时,升降温速度:125℃/h。
